|
|
|
 |
High quality plates are produced from well-known
local manufactures, or are imported from leadinmg steel
mills abraod. Thereafter, physical and chemical properties
are checked in the laboratory and verified with the test
certificates. Tese plates are accuratelycut to the required
dimention, edges are prepared as per manufacturing codes,
and then fed into the rolling machine
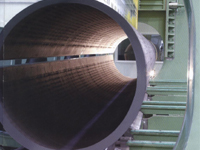
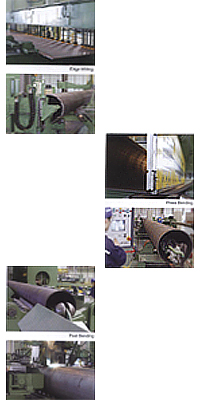
The plates are rolled in the rolling machine into cylindrical
shape of lengths varying from 4 – 12 mtrs.After
post pinch operation, the pipes are subjected to tack
welding. Thereafter the longitudinal seam is submerged
arc welded both from outside and inside, to form a strong
weld joint. During the process of welding, and thereafter,
strict inspection is enforced
The pipes are then moved to the gauging press to achieve
perfect roundness. The pipes-ends are believed whenever
required by the customer. Each pipe is subjected to strict
quality control. The pipes undergo on-line multi-channel
ultrasonic testing apart from radiography and hydrostatic
testing as per the relevant codes and specifications to
which SAW pipes are manufactured. All the three Units
of the Group have well-established testing arrangements
both for non-destructive and destructive tests. They are
well-equipped with facilites for chemical analysis, as
well as tensile, hardness and bend testing. Each pipe
bears Sr.no., Test pressure, Specification Code, Size,
O.D.,Wt, and Length. Finally Mill test Certficate is issued
for each pipe. API stamp is embossed on pipes manufactured
conforming to API Specifications.
|
|
| |
|